




加工ブログ
紙・布
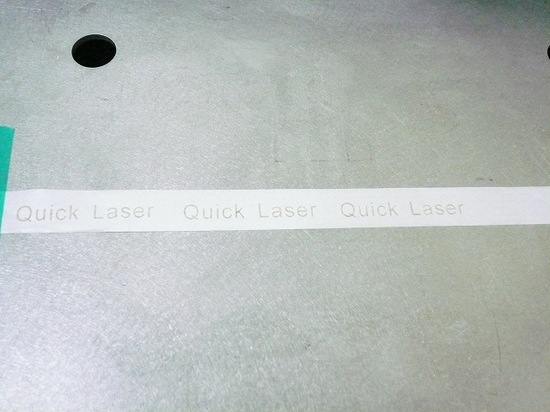
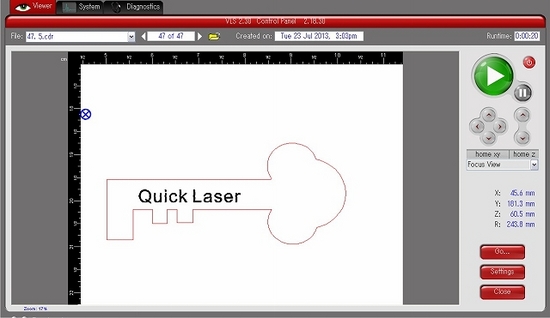
レーザーカッターで紙にマーキング
2015年03月13日
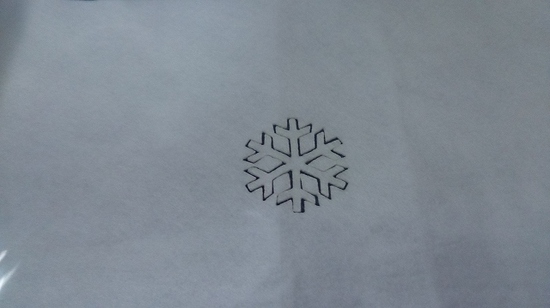
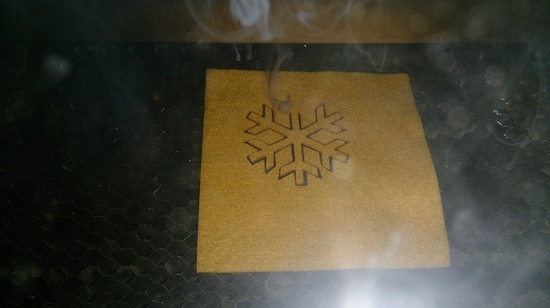
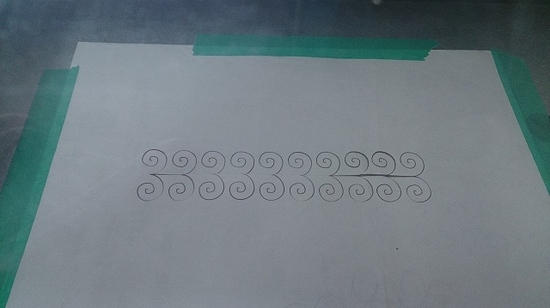
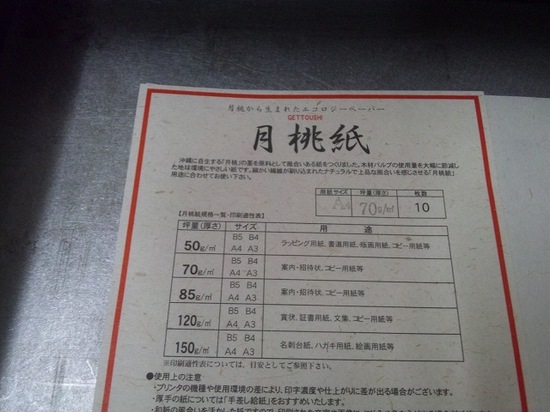
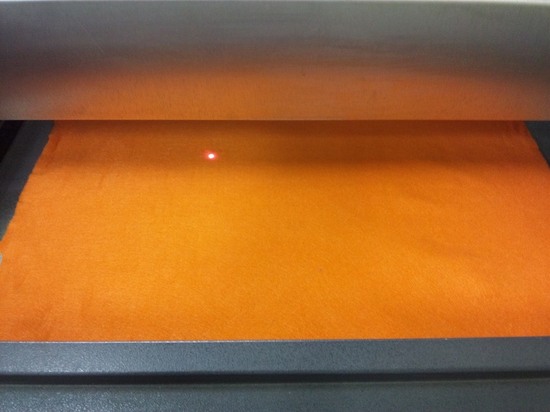
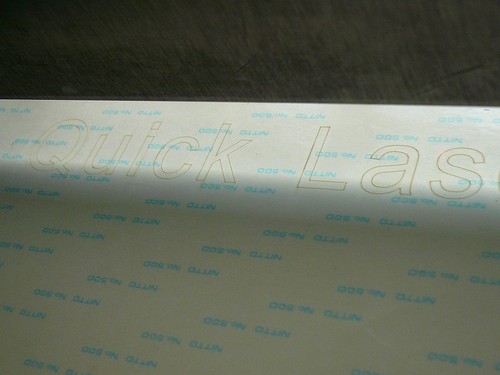
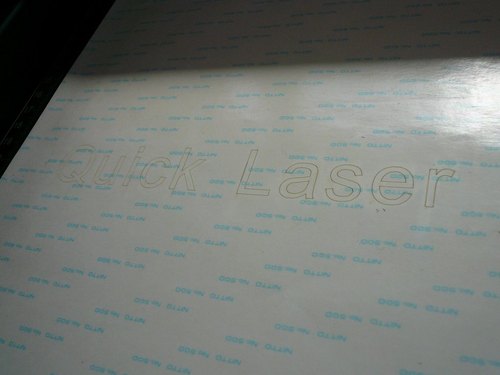
今回はレーザーカッターで紙にマーキングしてみたいと思います。
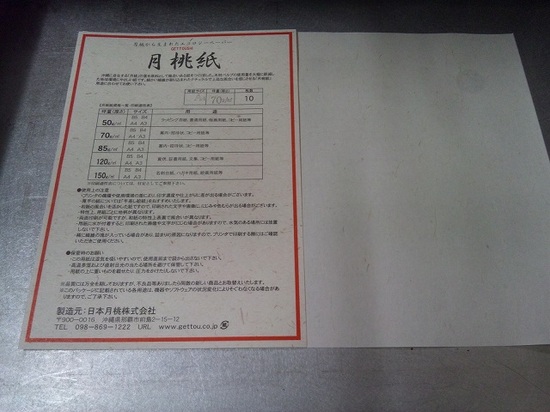
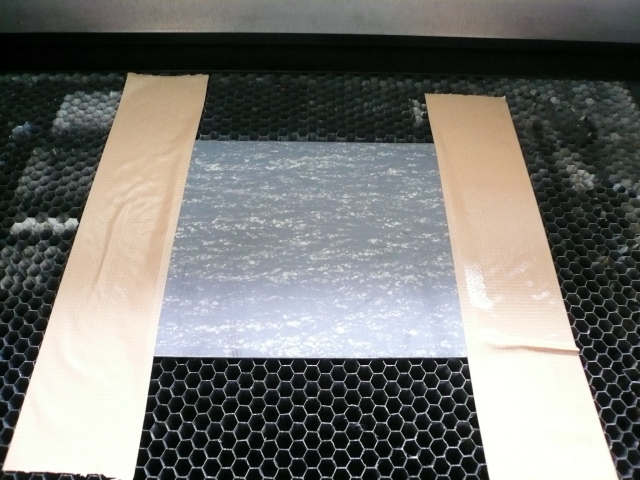
加工前の写真です。
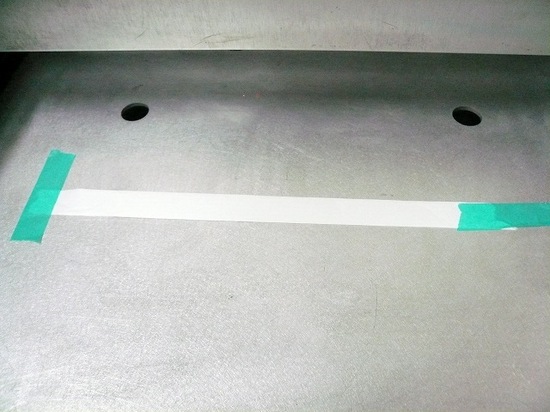
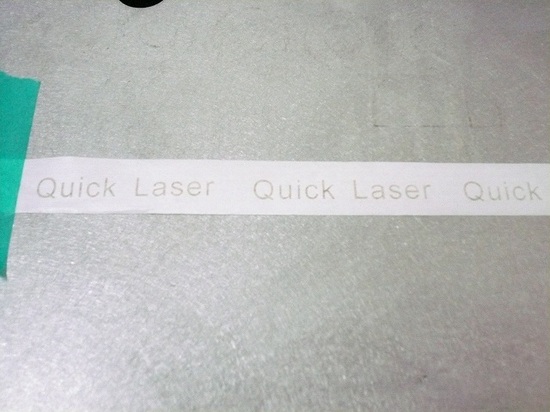
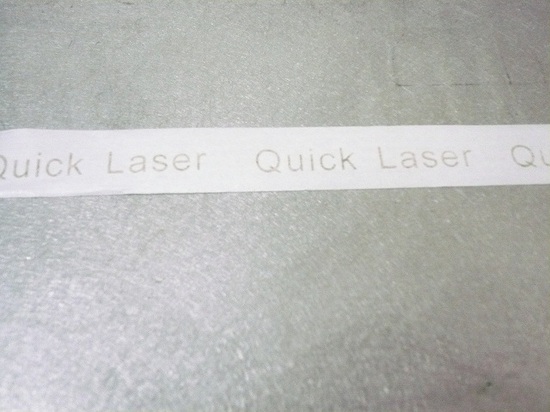
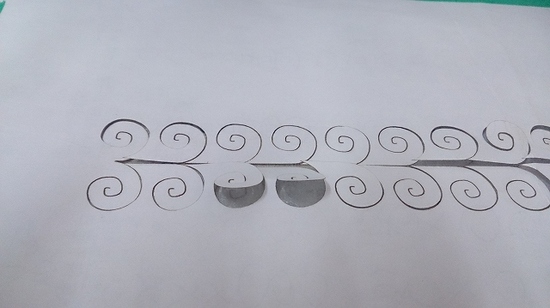
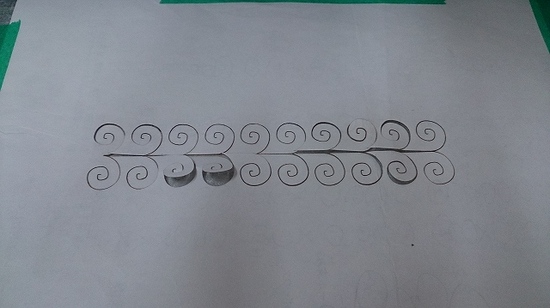
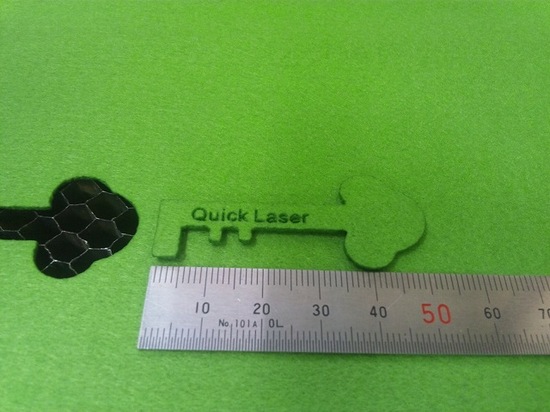
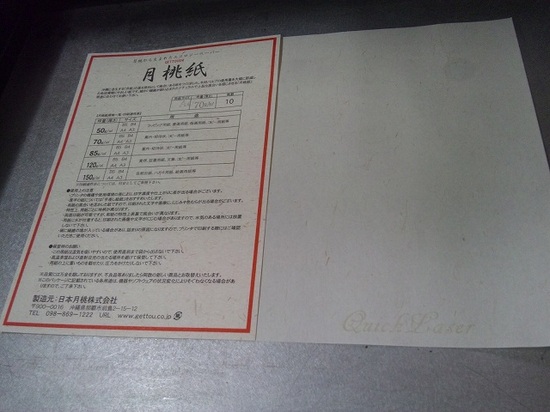
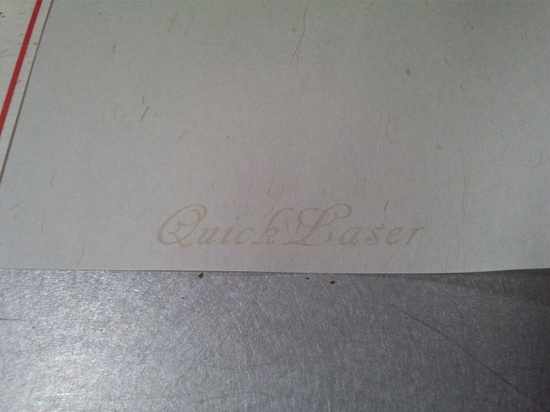
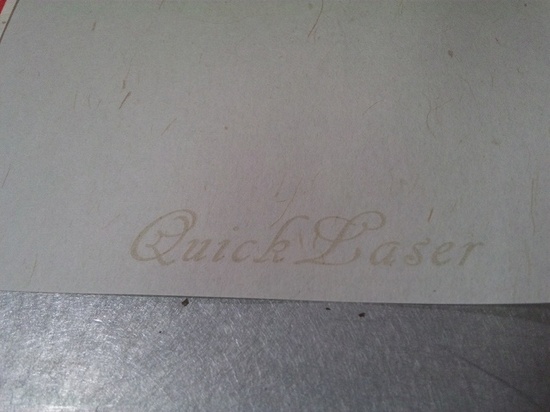
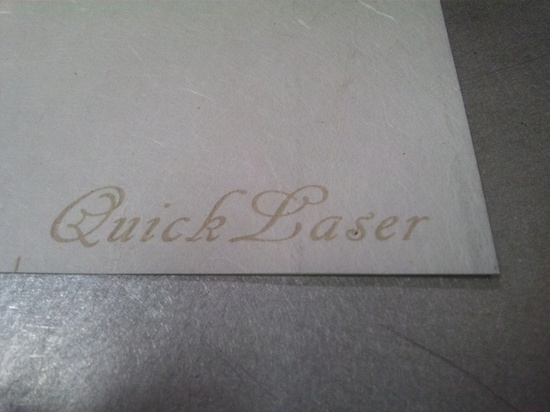
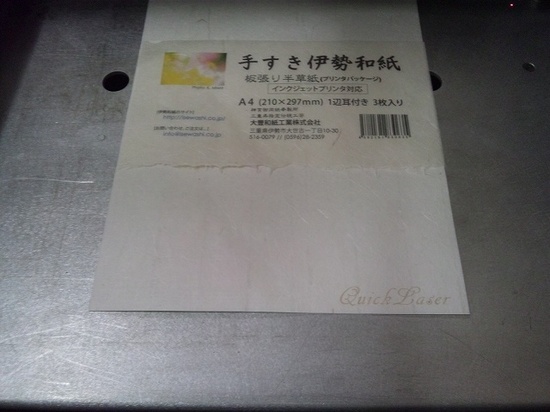
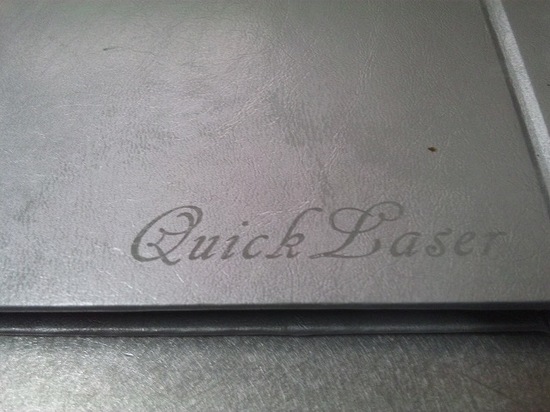
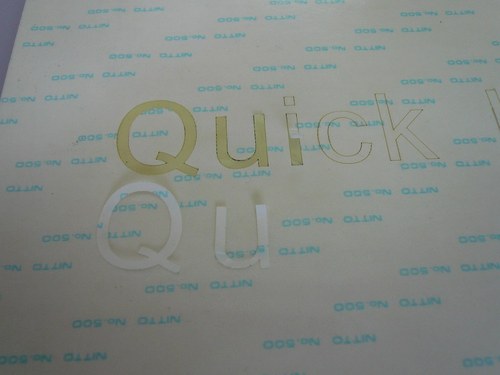
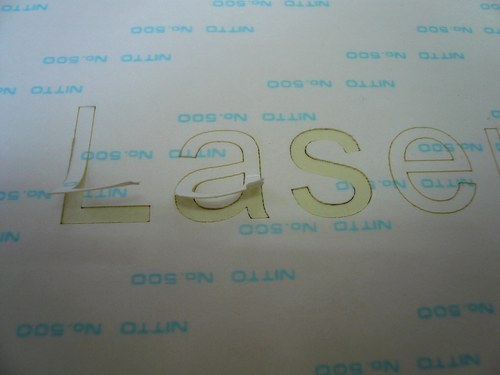
紙へのマーキングでは焦げてしまうのでは?とよくご心配されるお客様がいらっしゃいますが、ユニバーサルレーザーでは出力と速度の調整で焦がすこともなく加工することが可能です。
パラメーターの調整につきましては、導入前にマニュアルに沿ってご説明いたしますので、初めての方でも安心してお使いいただけます。
レーザーカッターでフェルトカット
2014年11月07日








レーザーカッターで紙の切断
2014年10月14日



レーザーカッターでフェルトカット
2013年07月30日



レーザーカッターで月桃紙へマーキング
2013年02月08日
レーザーカッターで手透き伊勢和紙にマーキング
2013年02月08日
レーザーカッターでアルバムの表紙にマーキング
2013年02月08日
レーザーカッターでバインダーにマーキング
2013年02月08日





レーザーカッターでハローウィン雑貨をつくる
2012年10月24日
フェルトは100円ショップで仕入れた、ポリエステル100%の素材を使用します。
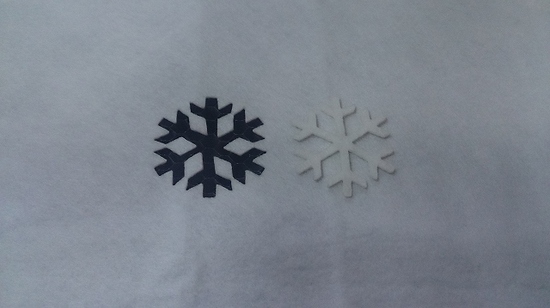
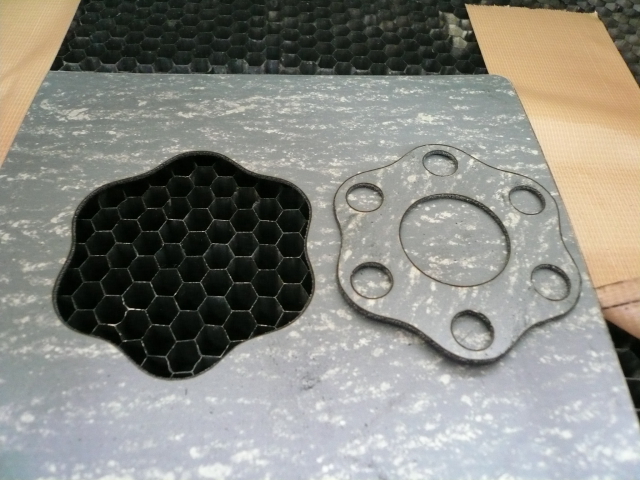
完成品です。





新商品PLS6-MWの発表会
2011年06月09日
先日、ユニバーサルレーザシステムズのショールームにて、新商品となるPLS6-MWの発表会があったので参加してきました。




レーザーカッターのサンプル帳
2011年06月07日

レーザーカッターでハーフカット
2010年09月09日




レーザーカッターでガスケットを製作する
2010年02月04日



レーザーでペーパーカット
2009年07月01日




フェルトのレーザーカット
2009年06月25日
100円ショップでカラーフェルトを購入してきました。
今回購入したフェルトの材質は、ポリエステル100%のものをあえて選びました。
ウールを含んだフェルトですと、レーザーの熱により焦げてしまうためです。
カット前のフェルトの状態
カット後のフェルト
断面は溶けて生地に接着し、ほつれはありませんでした。


色を黄色、赤に変えて同じ様にカットします。
色によって、熱の伝わり方が多少違うようでした。
それぞれ抜いた色のパーツを組み合わせると、クリスマス・ツリーが出来上がりました。

このやり方で、いろいろなデザインをフェルトで加工して組み合わせると、下の写真のようになりました。
シーズンになれば、雑貨屋さんで商品として提案できそうです。
ちなみに、かかった材料費は100~200円です。
金型代もかからずリードタイムも短くて済むことが、やはりレーザー加工のメリットだと思いました。
完成イメージ


